La coloración del acero inoxidable mediante láser es una técnica cada vez más utilizada para modificar la estética y funcionalidad de este material. Este proceso se fundamenta en la creación controlada de capas de óxido en la superficie del metal, lo que resulta en una amplia gama de colores permanentes sin la necesidad de aplicar recubrimientos adicionales.1 Este artículo explora los principios de la coloración láser en acero inoxidable, centrándose en el desempeño del láser xTool F1 Ultra, particularmente en la observación de resultados de coloración superiores obtenidos con su láser de diodo azul.

Principios Fundamentales de la Coloración Láser en Acero Inoxidable
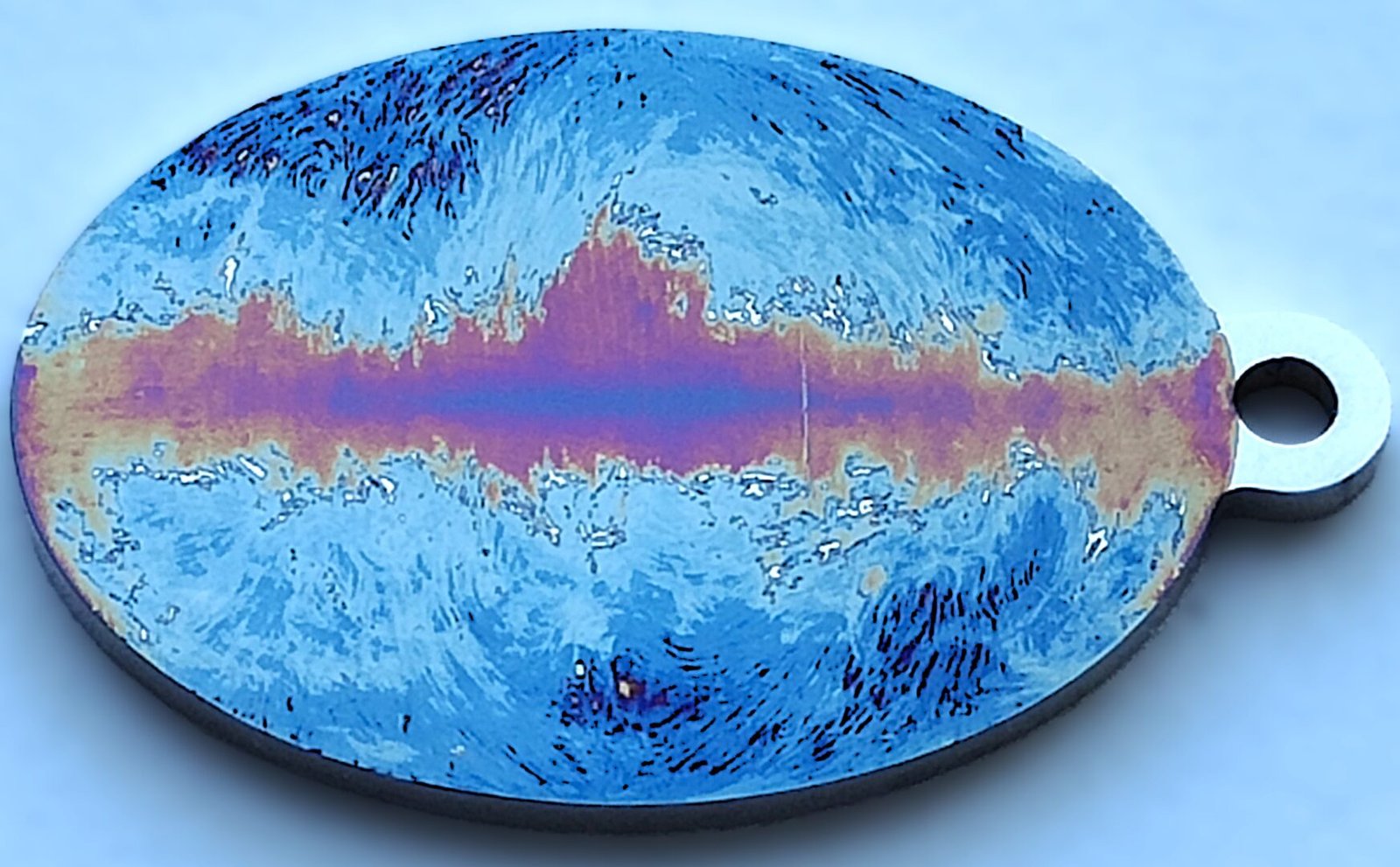
La coloración láser del acero inoxidable se basa en el fenómeno de oxidación térmica superficial. Al incidir un haz de láser sobre la superficie del acero, la energía lumínica es absorbida y convertida en calor. Este incremento de temperatura induce una reacción química entre el metal y el oxígeno presente en el ambiente, lo que lleva a la formación de una fina capa de óxido. La percepción del color no se debe a la adición de pigmentos, sino al efecto de interferencia óptica que ocurre cuando la luz interactúa con las interfaces de la capa de óxido (aire-óxido y óxido-metal). El espesor de esta capa de óxido, que puede ser controlado mediante la manipulación de los parámetros del láser, determina la longitud de onda de la luz que experimenta una interferencia constructiva, manifestándose como un color específico.
El xTool F1 Ultra y sus Fuentes de Láser
El xTool F1 Ultra es una plataforma láser avanzada equipada con dos fuentes de láser distintas: un láser de diodo de luz azul con una longitud de onda de 455 nm y un láser infrarrojo (IR) de 1064 nm. Es importante distinguir las características de cada tipo de láser para comprender su interacción con los materiales. Los láseres de diodo azul emiten luz en el espectro visible, mientras que los láseres IR operan en una longitud de onda invisible.
Análisis de Resultados de Coloración con el Láser de Diodo Azul del xTool F1 Ultra
Se ha observado que el láser de diodo azul del xTool F1 Ultra puede producir resultados de coloración notables en acero inoxidable, incluso superando en ciertos aspectos a otras fuentes de láser. Este fenómeno puede atribuirse a una combinación de factores:
- Absorción de la Longitud de Onda Azul: La longitud de onda de 455 nm, correspondiente al láser de diodo azul, se encuentra en el espectro visible y puede presentar una tasa de absorción diferente en la superficie del acero inoxidable en comparación con la longitud de onda infrarroja (1064 nm) típicamente utilizada en láseres de fibra o IR. La eficiencia en la absorción de la energía láser es un factor primordial para iniciar el proceso de oxidación térmica.
- Control Preciso de la Energía Superficial: La coloración láser es un proceso que requiere una manipulación muy fina de la energía depositada en la superficie del material para generar capas de óxido extremadamente delgadas y uniformes, responsables de la manifestación del color. Es plausible que el láser de diodo azul del xTool F1 Ultra permita una deposición de energía más adecuada para inducir este tipo de oxidación superficial controlada, en comparación con láseres de mayor potencia que podrían favorecer la ablación o el grabado profundo.
- Optimización de Parámetros del Láser: La obtención de colores específicos mediante láser es altamente dependiente de la correcta configuración de parámetros como la potencia, la velocidad de escaneo y el número de pasadas. Es posible que se haya identificado un conjunto de parámetros que optimiza la interacción del láser de diodo azul con el acero inoxidable para la formación de la capa de óxido coloreada. En algunos casos, los láseres de diodo pueden requerir múltiples pasadas para lograr una coloración visible en metales.
- Mecanismo de Oxidación Inducido por Láser de Diodo Azul: Los láseres de diodo, a pesar de su menor potencia en comparación con los láseres de fibra, pueden inducir una oxidación superficial controlada en metales cuando sus parámetros se ajustan de manera precisa. La interacción específica de la luz azul con la microestructura de la superficie del acero inoxidable podría facilitar la formación de la capa de óxido con el espesor necesario para producir el efecto de coloración por interferencia.

Principios Fundamentales de la Creación de Color con Láser en Acero Inoxidable
La generación de color en acero inoxidable mediante láser, independientemente de la fuente utilizada, se basa en los siguientes principios:
- Formación de Óxidos Metálicos: El aporte de calor del láser promueve la formación de una capa de óxido en la superficie del acero. La composición química y el espesor de esta capa varían en función de la temperatura alcanzada y el tiempo de exposición.18 Los óxidos de cromo (Cr₂O₃), hierro (Fe₂O₃, Fe₃O₄) y níquel (NiO) son componentes comunes en estas capas y contribuyen a la gama de colores obtenibles.
- Interferencia Óptica: La luz que incide sobre la capa de óxido experimenta reflexiones en la interfaz superior (aire-óxido) y en la interfaz inferior (óxido-metal). La interacción (interferencia) entre estas ondas de luz reflejadas determina el color que se percibe, siendo el espesor de la capa de óxido el factor dominante en este fenómeno.
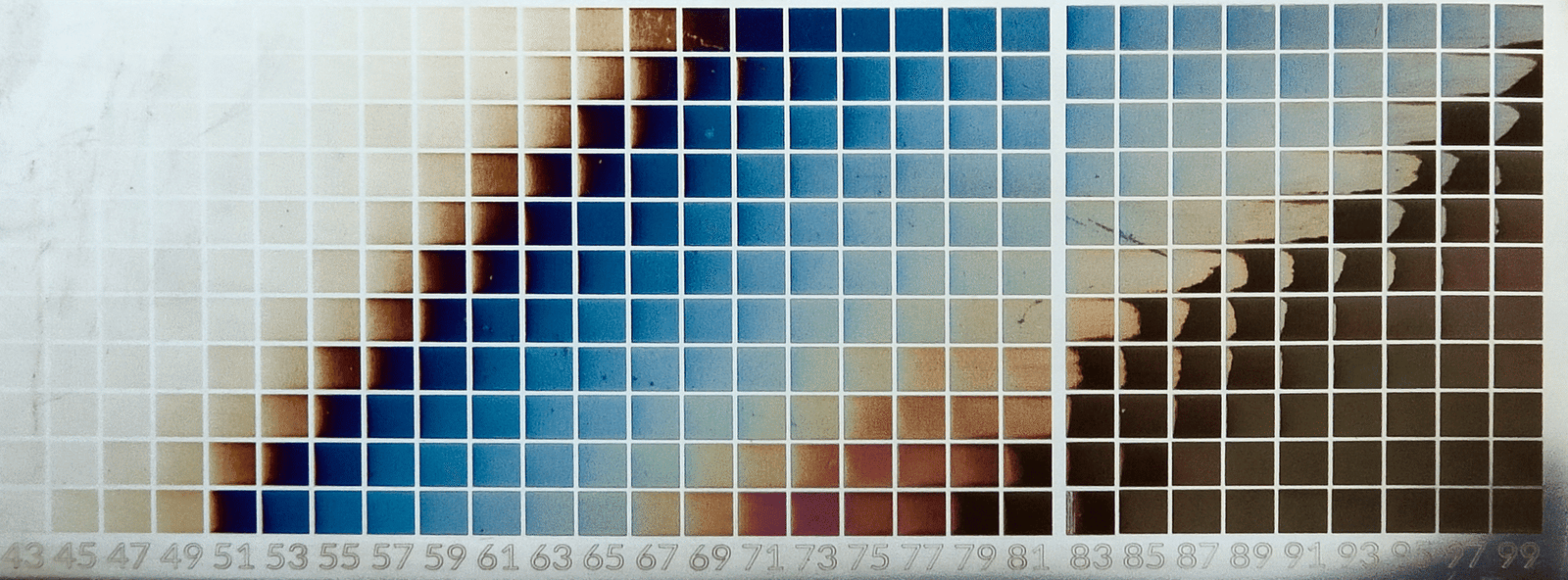
- Control de los Parámetros del Láser: La manipulación precisa de la potencia, la velocidad de escaneo, la frecuencia de pulso y otros parámetros del láser permite controlar la cantidad de energía transferida al material, lo que a su vez influye en el espesor de la capa de óxido y, por consiguiente, en el color resultante.
Factores que Modulan la Coloración Láser
Diversos factores pueden influir en el resultado final del proceso de coloración láser en acero inoxidable:
- Tipo de Aleación de Acero Inoxidable: La composición química específica de la aleación (por ejemplo, AISI 304, AISI 316) puede afectar la forma en que el material interactúa con el láser y el tipo de óxido que se forma, lo que conlleva variaciones en el color. El acero inoxidable 304 es frecuentemente recomendado para la coloración láser.
- Preparación de la Superficie: El estado inicial de la superficie del acero inoxidable (rugosidad, limpieza) puede influir en la absorción de la energía láser y en la uniformidad de la capa de óxido formada. Una superficie limpia y pulida suele ser preferible para obtener resultados consistentes.
- Parámetros del Láser: La selección y ajuste precisos de la potencia, la velocidad de escaneo, la frecuencia de pulso y el ancho de pulso son fundamentales para controlar el proceso de oxidación y el color resultante.
- Condiciones Ambientales: Aunque la mayoría de los procesos se llevan a cabo en aire atmosférico, la temperatura ambiente y la presencia de otros gases podrían ejercer alguna influencia en la coloración.
- Número de Pasadas del Láser: En algunos casos, especialmente al utilizar láseres de menor potencia, puede ser necesario realizar múltiples pasadas sobre la misma área para alcanzar la intensidad de color deseada.
Conclusiones
La observación de resultados de coloración superiores con el láser de diodo azul del xTool F1 Ultra en acero inoxidable, en comparación con otras fuentes de láser, pone de manifiesto la complejidad de la interacción láser-material en el proceso de coloración. Si bien los láseres de fibra son reconocidos por su potencia y precisión en el trabajo con metales, la coloración, que depende de una oxidación superficial meticulosamente controlada, puede lograrse de manera efectiva con láseres de diodo azul bajo condiciones específicas. La experimentación sistemática y la comprensión de los principios subyacentes de la formación de óxido y la interferencia óptica son esenciales para optimizar la coloración láser en acero inoxidable con cualquier sistema láser. Se recomienda una exploración continua de los parámetros del láser de diodo azul del xTool F1 Ultra para maximizar su potencial en la creación de coloraciones distintivas.